2 min read
Process improvement tasks and objectives
There are many reasons why a company may pursue continuous improvement projects: teams may be tasked with identifying...

Anyone who machines titanium will tell you that it is a notoriously difficult material to work with. In the past decade, advancements in machining techniques, tool design, and tool coatings have made it easier though. As more and more manufacturers machine titanium, it’s important to know how to get longer tool life and higher MRR (material removal rate)—and still end up with a great finished product.
Titanium is a heat-resistant super alloy which means heat generated when machining it stays in the tool instead of in the material or the chips being removed. One of the most common ways to help reduce the impact of heat is to apply coating. For titanium, AlTiN is a simple starting point that will add lubricity, reduce temps at higher cutting speeds, and produce extended tool life.
However, in some applications, coating with a denser nanocomposite coating may be the answer. A good choice is nACo (aluminum titanium nitride with silicon nitride added). It is optimal for the high heat situations often found when machining titanium. The improved high heat hardness of nACo increases tool longevity and allows jobs to run at higher SFM, which can reduce cycle times and increase overall cost savings.
Standard tools are a great option for general purpose applications. But when using a material like titanium, utilizing custom tools helps ensure that tools have the correct design and features for optimum performance. Expert manufacturers can strengthen a tool for cutting titanium by incorporating material-specific geometries.
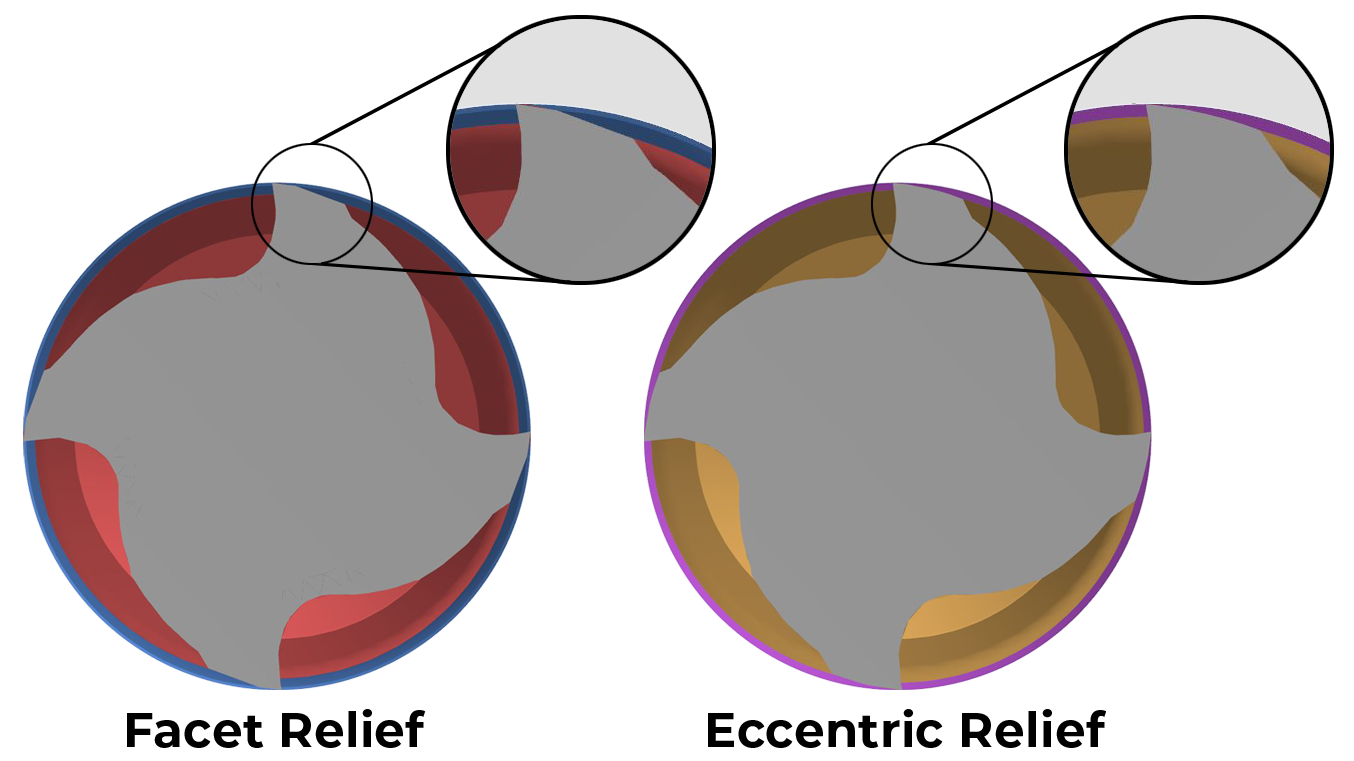
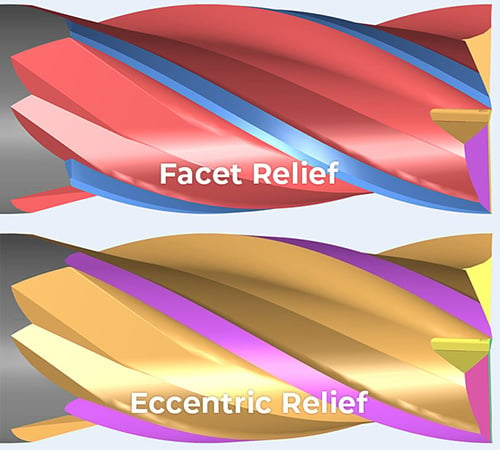
In micro machining, small changes in geometry can have a significant impact. A good example of this is with eccentric relief. By changing from a faceted relief (primary-secondary) to eccentric relief, the cutting edge is better able to handle a difficult to machine material like titanium. This geometry increases rigidity which means the tool can withstand greater force and higher speeds.
Increasing flute count for titanium provides better cutting edge engagement, which translates to more strength in the cut and a smoother finish. One other change related to flutes that’s impactful in titanium is adding a variable helix (adjusting the helix angle) to the flutes which can help to break up the harmonics (microscopic vibrations). Reducing harmonics is instrumental (sorry for the pun) in getting the finish expected each and every time.
One of the biggest changes in the approach to machining titanium has been radial chip thinning (or high-speed machining). Using older machining styles, operators would bury a tool and go slowly through titanium. It’s functional, but it works against the natural properties of titanium.
Evidence suggests a more effective way is to maintain consistent chip load while increasing the axial depth of cut and reducing the radial depth of cut. This lowers the working temperature and wear on the tool—extending its life. Experts now recommend trochoidal or high efficiency tool paths combined with optimized geometries when machining titanium for the best results.
It sounds easy. Pick the right coating, right geometry, flutes, angles, cutting path, and it will all work out. People who machine titanium know it isn't quite this simple. Getting the best tool comes from a collaborative approach between people with expertise in tool design/manufacturing and those who are going to be using it.
A custom tool, designed specifically for your application by experts, will last longer and provide a better finished product. If you want help figuring out what that tool is, we’d be happy to collaborate with you.
